Dịch Vụ Gia Công Kim Loại Tấm
Từ cắt laser chính xác đến hoàn thiện sản phẩm, chúng tôi cung cấp giải pháp gia công kim loại tấm trọn gói ngay tại nhà máy Bình Dương.
Mọi thứ bạn cần chỉ với vài cú click.

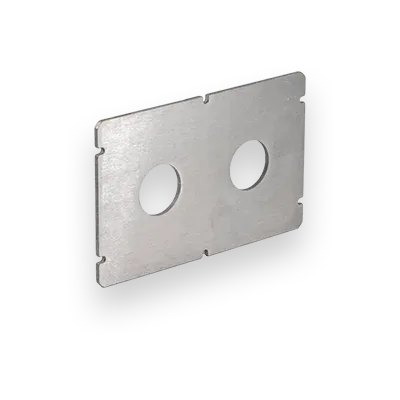
Cắt tấm chính xác
Cắt laser và CNC routing cho vật liệu tấm.

Chấn
Độ chính xác góc chấn trong 1 độ hoặc tốt hơn.
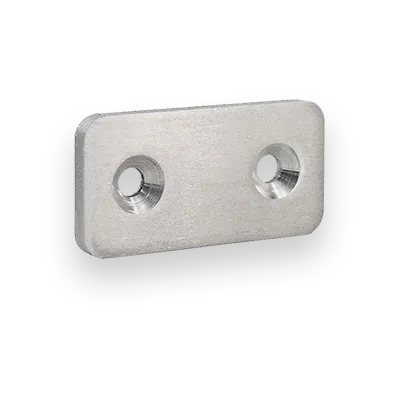
Vát mép
Cho phép phần cứng nằm phẳng trên chi tiết để giảm mài mòn.

Gắn phần cứng
Thêm ốc vít cố định, bền vững cho chi tiết kim loại.

Gia công CNC
Gia công CNC đa trục chính xác cho chi tiết kim loại.
Mài bavia
Làm mịn cạnh sắc và làm sạch chi tiết kim loại.
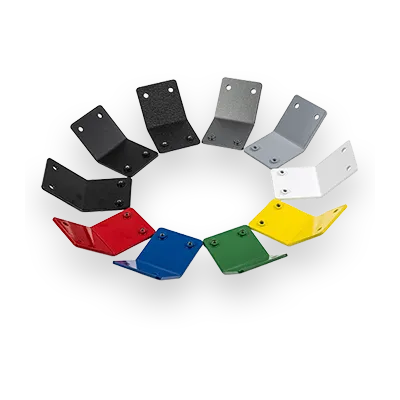
Sơn tĩnh điện
Lớp bảo vệ bền đẹp với mọi màu RAL.

Hàn
Hàn laser, TIG và MIG cho kết cấu và lắp ráp chính xác.
Bắt đầu dự án đầu tiên ngay!
Tải thiết kế CAD lên, hoặc thử các mẫu chi tiết tùy chỉnh để nhận báo giá ngay cho chi tiết cắt laser. Tất cả giao tận cửa trong vài ngày.